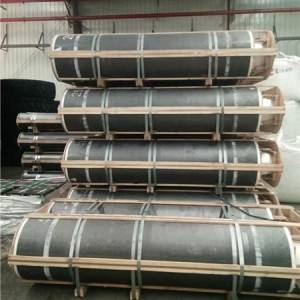
UHP-grafietelektrode voor elektrische vlamboogovens voor staalproductie.



Korte samenvatting:
 Plaats van herkomstHebei, China (vasteland)
Plaats van herkomstHebei, China (vasteland)
Merknaam: QF
TypeElektrodeblok
SollicitatieStaalproductie/Smelten
Lengte: 1600~2800 mm
Cijfer: UHP
Weerstand (μΩ.M): 4.6-5.8
Schijnbare dichtheid (g/cm³)³ ): 1,68-1,74
Thermische uitzetting (100-600)℃) x 10-6/℃: 1.1-1.4
Buigsterkte (MPa): 10-14
AS: maximaal 0,3%
Tepeltype: 3TPI/4TPI/4TPIL
GrondstofNaaldvormige petroleumcokes
SuperioriteitLaag verbruikspercentage
KleurZwartgrijs
Diameter:300mm, 400mm, 450mm, 500mm, 600mm, 650mm, 700mm, 800mm
Leveringscapaciteit

3000 ton per maand
Verpakking en levering

Verpakkingsdetails:
Standaard houten pallets of volgens de specificaties van de klant.
HavenTianjin-haven
Contact

Handan Qifeng Carbon Co., LTD
E-mail:judy@qfcarbon.com
WeChat & WhatsApp:+86-13730413920
Website:https://www.qfcarbon.com/
Alibaba: https://qifengcarbon.en.alibaba.com/
LinkedIn:https://www.linkedin.com/in/judy-l-02ba63192/
Voordeel
(1) De voordelen van grafietelektroden zijn een eenvoudigere verwerking, een hoge afnamesnelheid bij ontladingsbewerking en een gering grafietverlies. Daarom hebben sommige klanten van vonkverspaningsmachines de koperen elektrode vervangen door een grafietelektrode. Bovendien kunnen sommige elektroden met een speciale vorm niet van koper worden gemaakt, terwijl grafiet gemakkelijker te vormen is. De koperen elektrode is zwaar en niet geschikt voor de verwerking van grote elektroden. Deze factoren hebben ertoe geleid dat sommige klanten van vonkverspaningsmachines voor grafietelektroden kiezen.
(2) Grafietelektroden zijn gemakkelijker te bewerken en de bewerkingssnelheid is aanzienlijk hoger dan die van koperelektroden. Grafiet wordt bijvoorbeeld bewerkt door middel van frezen, wat 2-3 keer sneller is dan bij andere metalen en geen extra handmatige bewerking vereist, terwijl koperelektroden handmatig geslepen moeten worden. Als u een hogesnelheidsbewerkingscentrum voor grafiet gebruikt om de elektrode te maken, is dit sneller en efficiënter en is er geen sprake van stofvorming. Bij deze processen kan de keuze van gereedschap met de juiste hardheid en grafietsoort de slijtage van het gereedschap en de beschadiging van de koperelektrode verminderen. Bij een vergelijking van de freestijd tussen grafietelektroden en koperelektroden is de bewerkingstijd met grafietelektroden 67% sneller dan met koperelektroden. Bij ontladingsbewerking onder normale omstandigheden is de bewerkingstijd met grafietelektroden 58% sneller dan met koperelektroden. Hierdoor wordt de bewerkingstijd aanzienlijk verkort en de productiekosten verlaagd.
(3) Het ontwerp van de grafietelektrode verschilt van dat van de traditionele koperen elektrode. Veel matrijzenfabrieken gebruiken bij de ruwe bewerking en afwerking van koperen elektroden doorgaans verschillende hoeveelheden materiaal, terwijl bij grafietelektroden vrijwel dezelfde hoeveelheid materiaal wordt gebruikt. Dit verkort de CAD/CAM- en machinebewerkingstijden en is daarom op zichzelf al voldoende om de precisie van de matrijs aanzienlijk te verbeteren.